
Описание
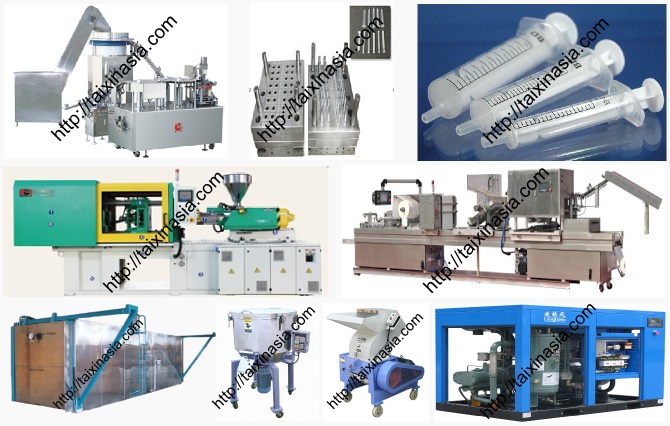
Для производства одноразовых шприцов широко используемых в сфере медицины, предлагается к поставке оборудование для производства одноразовых медицинских шприцев. Одноразовый шприц обладает огромным спектром применения в таких процедурах как различные инъекции, забор крови и т.д.
Характеристики и состав оборудования по производству одноразовых шприцев
В зависимости от видов изделий планируемых к выпуску и общей производительности определяется основной ряд оборудования, входящий в комплектацию линии производства одноразовых шприцев.
Термопластавтомат для производства одноразовых шприцев
На производство одного объема шприца требуется два термопластавтомата, на изготовление цилиндра шприца и изготовление поршня.
Модель термопластавтомата серво и энергосберегающей серии BTW2600-S
Модель по международному стандарту 1200/2600
Технические характеристики А/В/С
Инжекторная установка
Диаметр шнека, мм 50/55/60
Отношение, длина/диаметр 20/20/20
Теоретический объём впрыска, см³ 540/653/778
Инжекторный вес, г 491/ 595/708
Инжекторный ход, oz 17.3/21.0 /25.0
Инжекторное давление, бар 2240/1851/1556
Инжекторный ход, мм 275/275/275
Тип Ⅰ
Максимальная инжекторная скорость, мм/сек 98/98/98
Инжекторная ставка, см³/сек 191/232/275
Способность пластикации, г/сек 32/50/71
Максимальная скорость вращения шнека, оборотов 210/210/210
Тип Ⅱ
Максимальная инжекторная скорость, мм/сек 120/120/120
Инжекторная ставка, см3/сек 239/290/344
Способность пластикации, г/сек 40/62/89
Максимальная скорость вращения шнека, оборотов 265/265/265
Силовая энергия
Давление гидравлической системы, бар 175/175/175
Мощность мотора насоса, Квт Тип Ⅰ 29 и Тип Ⅱ 36.7
Мощность электрического нагревателя, Квт 16.5/20.9/25.7
Кол-во температурного зона, шт N+4
Установка для смыкания формы
Усилие смыкания формы, кн 3200
Ход перемещения прессформы, мм 610
Расстояние между тягами, мм 660*660
Максимальная высота прессформы, мм 680
Минимальная высота прессформы, мм 250
Ход выталкивания, мм 180
Усилие выталкивания, кн 77
Кол-во толкателя, шт 13
Прочие характеристики
Объём топливного бака, л 600
Габариты машины, м 7*1.96*2.3
Вес машины, кг 13000
Объём бункера, кг 50
Расход охлаждающей воды, л/мин 193
Пресс-формы для одноразовых шприцов
Пресс-формы (горячий проходной канал)
Кожух для шприцев 5мл., 64 гнезд, полость и стержень выполнены из пресс-формы из S136, цикл 2 миллиона раз
Стержень для шприцев 5мл., 64 гнезд, полость и стержень пресс-формы из S136, 2 миллиона раз
Кожух для шприцев 10мл., 64 гнезд, полость и стержень пресс-формы из S136, 2 миллиона раз
Стержень для шприцев 10мл., 64 гнезд, полость и стержень пресс-формы из S136, 2 миллиона раз
Кожух для шприцев 5мл., 48 гнезд, каркас из Р20Н, твёрдости после улучшения HRC28-32, полость и стержень пресс-формы из 60Si2Mn твёрдость поверхности после закалки и хромирования HRC 55-58; каркас стержня из стали 60#, полость из Cr12MoV твёрдость после закалки HRC 55-58, 1 миллион раз
Стержень для шприцев 5мл., 56 гнезд, каркас из Р20Н, твёрдости после улучшения HRC28-32, полость и стержень пресс-формы из 60Si2Mn твёрдость поверхности после закалки и хромирования HRC 55-58; каркас стержня из стали 60#, полость из Cr12MoV твёрдость после закалки HRC 55-58, 1 миллион раз
Кожух для шприцев 10мл., 24 гнезд, каркас из Р20Н, твёрдости после улучшения HRC28-32, полость и стержень пресс-формы из 60Si2Mn твёрдость поверхности после закалки и хромирования HRC 55-58; каркас стержня из стали 60#, полость из Cr12MoV твёрдость после закалки HRC 55-58, 1 миллион раз
Стержень для шприцев 10мл., 24 гнезд, каркас из Р20Н, твёрдости после улучшения HRC28-32, полость и стержень пресс-формы из 60Si2Mn твёрдость поверхности после закалки и хромирования HRC 55-58; каркас стержня из стали 60#, полость из Cr12MoV твёрдость после закалки HRC 55-58, 1 миллион раз
Пресс-формы (горячий проходной канал)
Кожух для шприцев 5мл., 48 гнезд, каркас выполнен из P20, гнездо и шишель из S136, цикл 2 миллиона раз
Стержень для шприцев 5мл., 48 Каркас из P20, гнездо и шишель из Cr12, 2 миллиона раз
Кожух для шприцев 10мл., 32 Каркас из P20, гнездо и шишель из S136, 2 миллиона раз
Стержень для шприцев 10мл., 28 Каркас из P20, гнездо и шишель из Cr12, 2 миллиона раз
Печатный станок для нанесения рисунка шкалы одноразовых шприцев
Машина для сборки шприца
Машина для сборки шприца объем 5 мл
Машина для сборки шприца объем 10 мл
Упаковочная машина для шприцев
Упаковочная машина для шприца объем 5 мл
Упаковочная машина для шприца объем 10 мл
Шкаф для стерилизации одноразовых шприцев
Дробилка для утилизационного сырья
Смеситель для утилизационного сырья
Представленное оборудование для производства одноразовых медицинских шприцев является самым современным, высокотехнологичным, делая технологический процесс максимально автоматизированным минимизируя возникновение брака. Производительность данной технологической линии по производству одноразовых шприцев 25 млн/год.
Шприц одноразовый медицинский
В недавнем времени использовались исключительно многоразовые медицинские шприцы, которые подвергались обязательному процессу стерилизации. На сегодняшний день все поменялось. Компании производят одноразовые шприцы, имеющие большую область применения, а также долговечны и удобны.
В настоящий период на территории РФ выпускают одноразовые шприцы двух вариантов: двухкомпонентные и трехкомпонентные шприцы, объем которых составляет 1, 2, 5, 10 и 20 мл. Производственные предприятия работают довольно прочно, и исходя из этого нет смысла запускать новое производство или же увеличивать размах старого.
Потребность покупателя на одноразовые шприцы в последнее время остается почти неизменной, и по прогнозам крутых перемен не ожидается.
Производство одноразовых шприцов
Для производства одноразовых шприцов требуется специальное помещение. Первостепенным должно быть оборудование, предназначенное для производства поршня и цилиндра. В производственном цехе требуется разделить складские строения, предназначенные для хранения и приемки сырья.
При производстве одноразовых шприцов для выпуска поршней и цилиндров необходим полипропилен или полиэтилен. Составляющие медицинских одноразовых шприцов изготавливают методом литья. На осуществление этого производственного процесса потребуются специализированные агрегаты, которые оснащены пресс-формами. Технология производства одноразовых шприцов является простой. Сначала происходит заполнение специального бункера сырьем. Далее на оборудовании происходит плавление полученной массы и создание требуемых элементов изделия. После того, как изделие остынет с применением способа шелкографии или офсетной печати на цилиндр наносится измерительная разметка. На заключительной стадии на поршни нанизывают наконечники и совмещают их с цилиндрами. Одноразовый шприц полностью готов. В самом конце готовое изделие проходит стерилизацию и упаковывается в блистер.